 Just as testing equipment is important for maintaining consistent quality, processes must be maintained. Why should you be using a proven process, and working with companies who also have them? 1. Provide Consistent Quality and Solutions  Use of proven process systems allow customers the same degree of quality and care, and ensures a superior solution to problems on a continuous basis. They don't have to guess whether the end result will be quality. Your history and process proves that it will be. 2. Offer a Visible Pathway to Success  Inconsistency can be resolved by using a proven process system. By making decisions and working with clients using a similar framework and proven plan every time, you establish a pathway for your success. 3. Maintain Transparency  Use of a Proven Process not only alleviates you of risk to excessive time or financial obligation, it allows for a transparent workflow. You can easily see cooperative phases of assessing, designing, and realizing a solution – all while retaining control. 4. Adapt Easily To Customer Needs  This strategy allows changes to be integrated as per your needs at any point in time. Need to ensure that a customer will receive their their services in a specific adjusted time frame? Refer to your past experience and proven process. No need to guess if the job can be accomplished with customized customer needs. 5. Verify Customer Satisfaction  The vision of process management is to verify that your expectations are exceeded. Businesses without proven processes results in variable times in returning solutions or feedback. Delivery times may be unexpected, costing you extra, unforeseen costs, and missed due dates. In contract work, this could have harsh effects due to a client’s dissatisfaction, resulting in loss of return orders. For the ambition you’ve invested, working with companies with variable strategies yields a risky return. Looking for Manufacturing & Engineering Services? Instead, look to an engineering and manufacturing company with a proven track record of implementing successful policies that fit into our customer’s goals. Using the methods to advance your idea into reality, we can more efficiently, effectively, and cohesively achieve answers. A sustainable supply chain allows for stability and job security tailored to your needs. Utilizing this project management system, CME has serviced countless customers over decades.
4 Comments
 You’ve put a lot of hard work into your vision, and you are dedicated to creating a superior end-result. You shouldn’t have to be afraid of a low-quality end-result or faulty components. Testing is the only way to guarantee the quality and durability of your products. When considering the safety of your product you should consider what types of testing are necessary. For instance, pressure testing ensures a product’s safety, compliance, and efficiency. Testing saves you time and resources, and it is a necessary building block toward the successful launch of a product. Another type of testing you might want to consider is calibration. Calibration laboratories and testing centers help to provide these services. CME specializes in pressure calibration services. With an A2LA accredited ISO 17025 Calibration Lab, we have the tools to ensure success across a variety of situations, and we can adapt to your needs. CME also provides certificates of compliance to customers who require one, building your reputation and helping you fulfill more orders. CME offers a comprehensive list of equipment serviced on our website. As a part of our commitment to customer success, we also offer a free calibration after four pieces are calibrated.
 Either as customers, professionals, or entrepreneurs, with our investment, we expect quality in return. Quality is the building block for trust. Providing inferior products damages your reputation, relationships, time, and resources. As a customer, you want to trust that you are receiving a quality end-result from your vendor. “High levels of quality are essential to achieve Company business objectives. Quality, a source of competitive advantage, should remain a hallmark of Company products and services. High quality is not an added value; it is an essential basic requirement” [1] In the industry of manufacturing, quality and quality assurance, are essential requirements. Particularly in aerospace, automotive, and industrial manufacturing – you want an experienced manufacturer who understands of why quality is paramount to your success. Quality is essential; thereby, it’s something we – CME – have set as an expectation. Lack of quality can cut into your bottom line or public image. We continuously invest in our culture of accountability, through a customer proven process, and through various certifications. We are certified by the International Organization for Standardization (ISO-9001), and the American Association for Laboratory Accreditation (A2LA). Our commitment to quality is driven by our desire to ensure we meet your needs. You deserve a quality manufacturer. Dedication to our core values demonstrates our loyalty as a company. We take an equal amount of pride in the products of our customers as our own. As long as we are entrusted in providing you custom solutions, CME’s mission to offer quality services and products to ensure your success. [1] Manghani Kishu “Quality Assurance: Importance of Systems and… Procedures” National Health Institute (https://bit.ly/2F214yy)
 Choosing a supplier that lacks quality may jeopardize your business, job security, and/or ability to fulfill deliveries of products to customers. After all of your hard work, failure should not be defined by others – so who do you trust? With so many choices, a difficulty arises. Who do you conduct business with? Certifications are tools that allow for transparency between you and a supplier. Certifications help to support a supplier's claims that they provide efficient, trustworthy work, leading to eventful outcomes for customers and vendors. Certifications demonstrate a dedication to quality and a willingness to work among and towards principles. They mitigate risk by offering a track record for a company before investment is even called upon. Picturing workplaces with the resolve to consistently present products to a high level of quality, in addition to standing by the company’s and the customer’s values, allows for better economic security. Offering good quality and an affable relationship, certifications also reinforce a commitment to continual support. Quality commitment is symbolic of a business’s concern for their customers.
In turn, this is indicative of continual improvement in management, production, sales and employment [2]. Dedication not only to withhold, yet to exceed customer expectations. CME is registered with and certified in ISO-9001 by NSF, and has held the ISO certification for years. As a customer, you care deeply how a business is going to perform for you, not for others. The standards for which certification agencies have established are better meters for personal experience than anecdotes. Why not use a system that offers this expertise to you? Certifications are the sensible method to eliminate risk to your business and its products. CME holds multiple certifications in quality, precision, and calibration which are on display throughout our website, which contains further information available about our resolve toward Increasing quality. If you’re looking for a timely, professional grade solution that will bolster your reputation, look to a company whose commitment to seeing customer success has sustained it for decades. Resources [1] “ISO 9001:2015 Quality Management Systems – Requirements” ISO Online Browsing Platform (https://bit.ly/1MZTfHO) [2] Levine, David I. and Toffel, Michael W. (August 18, 2008) “Quality Management and Job Quality: How the ISO 9001 Standard… Affects Employees and Employers” UC Berkeley and Harvard Business School
 Figure 1. Florida Companies to Watch winners gathered together on stage at the GrowFL awards ceremony Pinellas Park, FL – March 18, 2019 – Custom Manufacturing and Engineering, a worldwide leader known for its electronic/electrical assembly, wire harness assembly, custom control/display panels, power supply assembly, special test equipment, encapsulation/potting services, and other expertise, has been named a Winner of the 8th Annual Florida Companies to Watch. The awards ceremony took place on Saturday, February 9 at the David A. Straz Jr. Center of the Performing Arts. With more than 300 attendees, awards were presented to the Top 50 Second Stage Companies in the state of Florida.  Figure 2. CME CEO Dr. Nancy Crews and the founder of GrowFL GrowFL is driven by one goal – to cultivate scalable second-stage growth companies across the state. Second-stage companies are the backbone of Florida’s economy and the definition of economic growth and prosperity. Second-stage companies are between $1 million and $50 million in revenue, with 10-99 employees. As the only statewide organization focused exclusively on second-stage and emerging second-stage growth companies, GrowFL’s philosophy is to identify, serve and celebrate these companies that have the best potential to contribute to Florida’s economy.  Figure 3. CME employees gathered together at the GrowFL awards ceremony Companies were evaluated on community involvement, financial success, and ethical business practices. In a competitive category with over 500 applicants, Custom Manufacturing and Engineering was honored to receive the 8th Annual Florida Companies to Watch Awards. Dr. Nancy Crews, President and CEO of Custom Manufacturing and Engineering, received the award on stage and when asked how to inspire future entrepreneurs and said, “Utilize support organizations along the way and grow your network as wide as you can.”
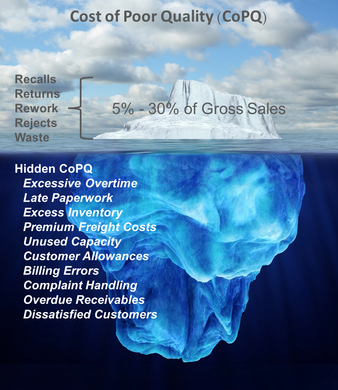 If you’re like thousands of other OEMs, Key Tiers, and System Integrators, you probably have to deal with consistent quality control issues in parts of your key component supply chain. Your company worked hard to find the supplier that feels like the right fit, and now that you have one in place, it's hard to make a change. Why risk switching to a new provider if your current one is satisfying 95% of your manufacturing needs? The reason is you're losing value in your supply chain and it’s negatively impacting your company. Just because you can live with a problem doesn’t mean you should. A supplier with quality issues is only doing part of the job you’re paying for, and the 5% of deliveries that aren't satisfactory can increase costs across your entire business. Repeat quality issues at delivery or defective components from your suppliers affect your output, scheduling, marketing, pricing, and eventually, your bottom line. The True Cost of Low Quality As an OEM, Tier or System Integrator, it is crucial to weigh the small potential risk and inconvenience of switching or upgrading suppliers against the significant risk of continuing to use unreliable components. In manufacturing, every single choice, purchase, design, schedule, and cost has major implications downstream. It’s important to be aware of your total cost of poor quality (CoPQ). In all aspects of change in your business or even personal life, how many times do you say to yourself that you wished you had made “the change” earlier? Defective or inadequate products or poor delivery performance from your current supplier can lead to major cost overruns. Repairs, redesigns, service calls, warranties, and other forms of waste are among the risks facing manufacturers when they decide that they can live with quality issues. Beyond these more easily measured costs are the intangible costs incurred from a damaged reputation, lost or dissatisfied customers, and time spent resolving issues. Can You Afford the Status Quo? Many manufacturing companies decide they can do business with the typical Cost of Poor Quality (CoPQ), which is between 5% to 30% of gross sales. Even though the CoPQ can ultimately add up to millions of dollars, many companies are intimidated by both the prospect of finding a supplier who can better satisfy their needs and the process of making a change to the new supplier. Just because your supplier is able to fulfill custom manufacturing needs, doesn’t mean they’re the only one qualified to do so. While companies might assume switching suppliers is a risky maneuver, the larger risk is often staying with a supplier that is a substandard performer and/or delivering lower quality product than needed. In addition to the risk of defects and low product quality, many companies live with poor customization options and other impediments. Related costs or limitations are built into new products because of the fear that switching to a new manufacturing partner will result in complications. As Daniel Kahneman, the Nobel Prize-winning psychologist and author wrote, “For most people, the fear of losing $100 is more intense than the hope of gaining $150.” This is true in manufacturing—although on a larger scale—where the fear of minor costs related to changing suppliers can overshadow the opportunity to benefit from more reliable output. Make Quality Integration a Priority With CME We understand why most OEMs, Key Tiers, and System Integrators feel they can’t justify researching a new supplier and risking major setbacks by making a switch. They live with variations in quality because their business model is too risk-averse to consider a new supplier. Many companies have been burned before, and don’t feel comfortable taking the risk of switching providers again. But you shouldn’t have to compromise and risk delaying your production schedule by working with an unreliable supplier. When quality issues occur, it’s you and your customers who will feel the impact. Turn to Custom Manufacturing & Engineering Inc. (CME) for a reliable partner. With over 20 years of experience in design engineering, test, lean manufacturing and quality integration, we can help solve your most complex challenges quickly and cost-effectively—even when obsolete or hard-to-find items are required. As John Ruskin said over a century ago, "Quality is never an accident, it is always the result of an intelligent effort." That's why rigorous testing is part of our culture at CME. Contact us to learn more about how we help our clients control costs and quality on every project. Categories |
AuthorCustom Manufacturing & Engineering Archives
March 2021
Categories
All
|









Use Our Expertise to Design & Build Your Solutions!Custom Manufacturing & Engineering, Inc. (CME®) is an engineering manufacturer with over two decades of experience helping government agencies and Fortune 500 companies solve their Aerospace/Defense, Automotive, Energy, and Industrial challenges.Follow Us
Vertical Divider
|
Quick LinksServices |
IndustriesBrandsVertical Divider
|
|
General T&C's Corp Doc. 2A Corp Doc 3A Supplier Quality Flow-Downs
Customer Maintenance and Repair/RMA
Privacy Policy Terms of Service
Customer Maintenance and Repair/RMA
Privacy Policy Terms of Service
©1996-2024 Custom Manufacturing & Engineering, Inc.
3845 Gateway Centre Blvd
Suite 360
Pinellas Park, Florida 33782 USA
Phone: +1-727-547-9799
3845 Gateway Centre Blvd
Suite 360
Pinellas Park, Florida 33782 USA
Phone: +1-727-547-9799